Содержание
- 1 ПРЕДЕЛЬНЫЕ ОТКЛОНЕНИЯ СРЕЗА ВЕРШИН И ВПАДИН РЕЗЬБЫ
- 2 Какую трубу считать малой — средней -большой?
- 3 Параметры
- 4 Круглые метрические соединения
- 5 Особенности соединений
- 6 Изготовление резьбы
- 7 1. ПРОФИЛЬ
- 8 Трубная коническая NPT и трубная цилиндрическая резьба NPSM (ex NPS), standard pipe threads ANSI/ASME/USAS B2.1 Pipe Threads (Except Dryseal) now — ANSI/ASME B1.20.1) 1/8-6» = DN 6-150. NPT, NPSM (ex NPS). Размеры сверл под нарезку NPT и NPS(M).
- 9 Типы трубной резьбы и их характеристика
- 10 Определение шага трубной резьбы
- 11 Трубная цилиндрическая резьба
- 12 Типы трубной резьбы и их характеристика
- 13 Определение шага
- 14 Дюймовая резьба, ручной и механический способ ее нарезки
- 15 ДОПУСКИ
- 16 Выполнение трубной резьбы
- 17 Трубная цилиндрическая резьба: сферы применения и маркировка
- 18 Определение шага
- 19 Типы трубной резьбы и их характеристика
- 20 Цилиндрическое соединение
- 21 Основные параметры
ПРЕДЕЛЬНЫЕ ОТКЛОНЕНИЯ СРЕЗА ВЕРШИН И ВПАДИН РЕЗЬБЫ
. Настоящее приложение содержит информацию о предельных отклонениях среза (размера ) вершин и впадин наружной и внутренней резьбы, которые являются исходными при проектировании резьбообразующего инструмента и не подлежат обязательному контролю, если это не установлено особо.
. Предельные отклонения размера приведены на чертеже и в таблице.
es — верхнее отклонение среза вершины и впадины наружной резьбы; ES- верхнее отклонение среза вершины и впадины внутренней резьбы; ei — нижнее отклонение среза вершины и впадины наружной резьбы; EI — нижнее отклонение среза вершины и впадины внутренней резьбы
Черт. 3
|
Срез вершины наружной резьбы и внутренней |
Срез впадины наружной и внутренней резьбы |
||
|
Пред. откл., мкм |
|||
|
es = ES |
ei = EI |
es = ES |
ei = EI |
|
+75 |
+25 |
-50 |
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 30.12.81 № 5790
3. ВЗАМЕН ГОСТ 6357-73
4. Стандарт полностью соответствует СТ СЭВ 1157-78
5. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Обозначение НТД, на который дана ссылка |
Номер пункта |
|
ГОСТ 6211-81 |
, , , |
6. ПЕРЕИЗДАНИЕ
Какую трубу считать малой — средней -большой?
Даже в серьезных источниках мне приходилось наблюдать фразы типа: «Берем любую трубу среднего диаметра и…», но какой этот средний диаметр никто не указывает. Чтобы разобраться, стоит сначала понять на какой диаметр нужно ориентироваться: он может быть внутренним и внешним. Первый важен при расчете транспортировочной способности воды или газа, а второй для определения возможности выдерживать механические нагрузки.
Внешние диаметры:
- От 426 мм считается большим;
- 102-246 называют средним;
- 5-102 классифицируется, как маленький.
Что касается внутреннего диаметра, то лучше заглянуть в специальную таблицу(см. выше).
Параметры
Дюймовая резьба представляет собой разъемное соединение треугольного профиля, угол вершин которых равен 55 градусам. Ее единица измерения — дюймы. Стоит отметить сразу, что в России использование дюймовой резьбы при проектировании новых изделий запрещено. Ее применение разрешается только в случае изготовления запасных частей оборудования, на которые уже ранее была изготовлена дюймовая резьба. Помимо этого, разрешается воспользоваться данной резьбой в качестве трубного соединения и при изготовлении уплотняющих гидравлических элементов.
Дюймовая, как и любая другая, характеризуется следующими основными параметрами:
- Наружный диаметр – расстояние между вершинами витков, расположенных на противоположных сторонах резьбы. Чем больше величина этого параметра, тем большую осевую нагрузку может выдержать резьба. Обратной стороной медали является ухудшение герметичности, связанное с накоплением погрешностей при нарезке резьбы.
- Номинальный (средний) диаметр — окружность, вписанная в профиль резьбы, диаметр которой зависит от шага, и занимает промежуточное положение между внутренним и наружным диаметром. Данный параметр в обычных условиях тяжело измерить, и для его определения существует справочная таблица по резьбам.
- Внутренний диаметр – диаметр окружности, вписанной по впадинам профиля резьбы.
- Шаг – расстояние между соседними гребешками резьбового соединения. Данный параметр измеряется в количестве витков на дюйм. Величина шага характеризует значение и распределение напряжения между витками дюймовых резьб. Конструкторы в своей практике увеличивают шаг при воздействии на резьбу больших механических нагрузок. Если же к резьбе предъявляются требования по сохранению герметичности, то шаг уменьшается.
- Угол подъема витков – угол между боковыми сторонами профиля витков. Первоначально его значение для всех видов дюймовых резьб составлял 55 градусов. Но сейчас все больше и больше встречаются дюймовые резьбы с углом профиля 60 градусов.
Круглые метрические соединения
На детали и элементы конструкций из стекла, керамики, металлокерамики и жести нарезаются выемки круглого сечения. Этот тип скручивания выдерживает огромные механические нагрузки на сжатие, разрыв и боковые усилия. Соединение и разъединение деталей проводится без усилий, что позволяет использовать круглую метрическую насечку много раз. Основной ареал использования — вентили, смесители, резьбовые элементы электрических приборов (цоколь ламп, пробок, предохранителей).
Резьба NPSM
Аббревиатурой NPSM обозначается американская цилиндрическая дюймовая нарезка. В продольном разрезе такая выемка в профиле детали выглядит как равносторонний треугольник, то есть, все углы насечки равны 600. Соединение применяется для размеров труб в диапазоне 1/16-24 дюйма. Недостаток: в домашних условиях сделать такую нарезку невозможно.
Примечание
Левая нарезка обозначается группой символов «LH». Дюймовые нарезки классифицируются по классам точности 1-3. Символы «A» и «B» рядом с классом означают наружную или внутреннюю насечку.
Особенности соединений
Основные параметры типоразмеров насечек имеют следующие критерии:
- Направление и местоположение;
- Профильные выступы или выемки на спирали насечки;
- Единица измерения — 1 дюйм или 1 мм;
- Внутренний диаметр нарезки. Это обозначение для болтовых соединений измеряется по внутреннему профилю, для гаек — по внешнему;
- Шаг насечки — это расстояние между двумя параллельными витками;
Визуально определить разновидность и размеры трубной спиральной насечки тяжело, поэтому для точного определения этих параметров пользуются штангенциркулем, и по окончании измерений сравнивают их с данными из таблицы.
Размеры дюймовой трубной и размеры метрической выемки в металле отображаются по-разному, и отталкиваются при измерении и отображении результатов от величины поперечного сечения цилиндрического элемента. Метрическую насечку определяют по диаметру изделия и шагу спирали. Дюймовая насечка определяется по числу витков на 1 дюйм или какую-то часть дюйма. Не забывайте, цилиндрическая нарезка в дюймах – это 33,24 мм, при этом таблица может отображать значение 33,5 мм.
Независимо от метрической насечки трубная резьба дюймовая имеет острый профиль и закругленную верхнюю часть нарезки. Определение «шаг» в дюймовом и метрическом скручивании тоже имеет разные значения:
- Для дюймовых нарезок считают витки на дюйм;
- Для метрических нарезок нужно взять определенную длину участка и пересчитать число витков на дюйм на нем, после чего длину участка разделить на количество витков. Расчет проводится с точностью до десятых долей.
Существует три технологии нанесения нарезки:
- Выполняться резьба трубная цилиндрическая может методом наката;
- Нарезание витков на токарных станках;
- Ручная нарезка при помощи плашек и метчиков.
Изготовление резьбы
Для получения дюймовой нарезки применяют 2 основных способа:
- Накатка;
- Нарезка.
Накатанные изготавливают с помощью специальных резьбонакатных роликов, профиль которых повторяет контур резьбы. Заготовку устанавливают между роликами, и витки резьбы накатываются в соответствии требуемым размерам.
Резьба, изготовленная данным способом, отличается более высокими механическими характеристиками по причине более плавного распределения волн напряжения между витками. Также накатка обладает высокой производительностью, что позволило ей найти обширное применение в массовом производстве.
Минусом метода накатывания является сложность изготовления роликов. Точность их должна быть на высоком уровне. В противном случае гарантировать требуемые размеры резьбы весьма затруднительно. Второй момент – материал роликов. Он должен обладать повышенными механическими свойствами. Обычно для этого применяют высоколегированные штампованные стали. Все это делает способ накатки весьма затратным с финансовой точки зрения.
Нарезанные резьбы более просты в изготовлении, но по механическим свойствам, особенно по пределу выносливости, заметно уступают накатанным. Связано это с наличием более острых кромок профиля и, соответственно, более высокого значения коэффициента напряжения.
Изделие нарезают двумя способами:
- Вручную.
- Используя токарный станок.
При ручной резке используют метчик (для внутренней р.) и плашку (для наружной). Трубу зажимают. На ее конец одевается и навинчивается один из указанных типов подручного инструмента в зависимости от типа резьбы. Осуществляют резку. Для повышения чистоты и точности данный процесс повторяют.
На токарном станке алгоритм действий достаточно схожий. Только трубы зажимают не в тиски, а в патроне станка. Далее подводится резец, включается резьбовая подача и станок начинает процесс изготовления. Данный способ более эффективный по сравнению с ручной резкой, но требует от токаря определенной квалификации.
Рейтинг: /5 —
голосов
1. ПРОФИЛЬ
1.1. Номинальный профиль трубной конической резьбы (наружной и внутренней) и размеры его элементов должны соответствовать указанным на черт. и в табл. .
1.2. Размеры элементов профиля внутренней цилиндрической резьбы — по ГОСТ 6357-81.

конусность
d — наружный диаметр наружной конической резьбы;
d1 — внутренний диаметр наружной конической резьбы;
d2 — средний диаметр наружной конической резьбы;
D — наружный диаметр внутренней конической резьбы;
D1 — внутренний диаметр внутренней конической резьбы;
D2 — средний диаметр внутренней конической резьбы;
Р — шаг резьбы;
j — угол конуса;
j/2- угол уклона;
H — высота исходного треугольника;
H1 — рабочая высота профиля;
R — радиус закругления вершины и впадины резьбы;
С — срез вершин и впадин резьбы.
Черт. 1
Таблица 1
Размеры в мм
|
Шаг Р |
Число шагов z на длине 25,4 мм |
H = 0,960237P |
H1 = 0,640327P |
С = 0,159955Р |
R = 0,137278Р |
|
0,907 |
28 |
0,870935 |
0,580777 |
0,145079 |
0,124511 |
|
1,337 |
19 |
1,283837 |
0,856117 |
0,213860 |
0,183541 |
|
1,814 |
14 |
1,741870 |
1,161553 |
0,290158 |
0,249022 |
|
2,309 |
11 |
2,217187 |
1,478515 |
0,369336 |
0,316975 |
Примечание. Числовые значения шагов определены из соотношения Р = 25,4/z с округлением до 3-го знака после запятой и приняты в качестве исходных при расчете основных элементов профиля.
Трубная коническая NPT и трубная цилиндрическая резьба NPSM (ex NPS), standard pipe threads ANSI/ASME/USAS B2.1 Pipe Threads (Except Dryseal) now — ANSI/ASME B1.20.1) 1/8-6» = DN 6-150. NPT, NPSM (ex NPS). Размеры сверл под нарезку NPT и NPS(M).
В1973 году AN Standards Комитет B2, отвечавший за трубные резьбы был поглощён ANSI Standards Комитетом Committee B1 и начал существовать как подкомитет 20.
Стандарт B2.2-1968 для герметичной трубной резьбы топливопроводов National Pipe Taper Fuel (NPTF), также известной как Dryseal American National Standard Taper Pipe Thread был переписан, с выделением резьб для измерительных приборов и средств автоматизации КИПиА в отдельные стандарты. Американские стандарты на самоуплотняющиеся трубные резьбы теперь выглядит так:
- ANSI B1.20.3 Dryseal Pipe Threads (Inch — дюймовые размеры) = NPTF герметичная резьба трубопроводов (самоуплотняющаяся)
- ANSI B1.20.4M Dryseal Pipe Threads (Metric Translation — метрические размеры) NPTF
- ANSI B1.20.5 Gaging for Dryseal Pipe Threads (Inch) — приборные резьбы
- ANSI B1.20.6M Gaging for Dryseal Pipe Threads (Metric Translation) — приборные резьбы
Стандарт B2.1-1968 американских трубных резьб, кроме самоуплотняющихся = NPT / NPS (Except Dryseal) был переписан и американские стандарты на самоуплотняющиеся трубные резьбы теперь выглядит так:
- ANSIlASME B1.20.1 NPT/NPSM (ex NPS) Pipe Threads, General Purpose (Inch- — дюймовые размеры) трубные резьбы общего назначения
- ANSIlASME B1.20.1B1.20.2M NPSM (ex NPS) Pipe Threads, General Purpose (Metric Translation — метрические размеры)
Таким образом ANSI/ASME B1.20.1 и B1.20.2M, введены взамен ANSI B2.1-1968 для резьбы NPT (конусной) и NPS (цилиндрической). Конусность резьбы NPT определяется как 1 дюймов диаметра на 16 дюймов длины (3/4 дюйма на фут или 62.5 мм на метр). NPT и NPSM (ex NPS) резьбы имеют угол профиля 60° и форму «резьбы Селлерса», т.е. сглаженную нарезку. Резьба National Pipe Taper Fuel (NPTF) описывается ASME B1.20.3 и является надежной самоуплотняющейся без дополнительного уплотнителя резьбой.
Рисунок-таблица: Стандартные трубные резьбы по ANSI/ASME/USAS B2.1(теперь это ANSI/ASME B1.20.1) NPT и трубная цилиндрическая резьба NPS (теперь это NPSM). Основные размеры. Средний диаметр резьбы в плоскости затяжки вручную до упора (для конической), средний шаг резьбы, число витков на дюйм, расстояние до плоскости затяжки до упора вручную (для конической). Максимальные внешние размеры NPS(М) и NPT — смотреть тут: Таблица — сравнение дюймовых трубных резьб. Трубная коническая дюймовая vs трубная цилиндрическая дюймовая BSPT= ISO7-1=DIN2999, NPT по ASME B1.20.1, BSPP=ISO228-1=DIN259, NPSM (ex NPS)=ASME B1.20.1 резьбы.

Таблица: размеры сверл под нарезку NPT и NPS(M).
| (DN) | Число витков на дюйм | Сверло под нарезку NPT разверткой (райбером) | Сверло под нарезку NPT | Сверло под нарезку NPS (NPSM) | ||||||
| Сверло | Сверло (in — дюймов) | Сверло (мм) | Сверло | Сверло (in — дюймов) | Сверло (мм) | Сверло | Сверло (in — дюймов) | Сверло (мм) | ||
| 1⁄16 | 27 | 15/64″ | 0.2344 | 5.9531 | C | 0.242 | 6.1468 | 1/4″ | 0.25 | 6.35 |
| 1/8″ | 27 | 21/64″ | 0.3281 | 8.3344 | Q | 0.332 | 8.4328 | 11/32″ | 0.3438 | 8.7313 |
| 1/4″ | 18 | 27/64″ | 0.4219 | 10.7156 | 7/16″ | 0.4375 | 11.1125 | 7/16″ | 0.4375 | 11.1125 |
| 3/8″ | 18 | 9/16″ | 0.5625 | 14.2875 | 37/64″ | 0.5781 | 14.6844 | 19/32″ | 0.5938 | 15.0813 |
| 1/2″ | 14 | 11/16″ | 0.6875 | 17.4625 | 45/64″ | 0.7031 | 17.8594 | 23/32″ | 0.7188 | 18.2563 |
| 3/4″ | 14 | 57/64″ | 0.8906 | 22.6219 | 29/32″ | 0.9063 | 23.0188 | 15/16″ | 0.9375 | 23.8125 |
| 1″ | 11.5 | 1-1/8″ | 1.125 | 28.575 | 1-9/32″ | 1.2813 | 32.5438 | 1-5/32″ | 1.1563 | 29.3688 |
| 1-1/4″ | 11.5 | 1-15/32″ | 1.4688 | 37.3063 | 1-31/64″ | 1.4844 | 37.7031 | 1-1/2″ | 1.5 | 38.1 |
| 1-1/2″ | 11.5 | 1-23/32″ | 1.7188 | 43.6563 | 1-23/32″ | 1.7188 | 43.6563 | 1-3/4″ | 1.75 | 44.45 |
| 2″ | 11.5 | 2-5/32″ | 2.1563 | 54.7688 | 2-3/16″ | 2.1875 | 55.5625 | 2-3/16″ | 2.1875 | 55.5625 |
| 2-1/2″ | 8 | 2-25/32″ | 2.7813 | 70.6438 | 2-5/8″ | 2.625 | 66.675 | 2-5/8″ | 2.625 | 66.675 |
| 3″ | 8 | 3-9/32″ | 3.2813 | 83.3438 | 3-1/4″ | 3.25 | 82.55 | 3-1/4″ | 3.25 | 82.55 |
| 3-1/2″ | 8 | 3-3/4″ | 3.75 | 95.25 | 3-3/4″ | 3.75 | 95.25 | 3-3/4″ | 3.75 | 95.25 |
| 4″ | 8 | 4-1/4″ | 4.25 | 107.95 | 4-1/4″ | 4.25 | 107.95 | 4-1/4″ | 4.25 | 107.95 |
| 5″ | 8 | 5-1/4″ | 5.25 | 133.35 | 5-9/32″ | 5.2813 | 134.1438 | 5-5/16″ | 5.3125 | 134.9375 |
| 6″ | 8 | 6-1/4″ | 6.25 | 158.75 | 6-11/32″ | 6.3438 | 161.1313 | 6-3/8″ | 6.375 | 161.925 |
Типы трубной резьбы и их характеристика
Существующие нормативные документы допускают применение следующих типов резьбы:
- цилиндрическая;
- коническая;
- дюймовая.
Первый тип — спиральная нарезка, образованная треугольным сечением с углом при вершине 55 градусов.

Второй тип — это нарезка аналогична предыдущей на скошенном участке трубы равной 1/16.
Третий тип — это резьба профиль которой, это сечение, в форме равнобедренного треугольника с углом при вершине в 55 градусов.

В некоторых странах, например в США или Канаде угол при вершине равен 60 градусам. Справедливости ради, надо отметить, что последний тип резьбы постепенно уходит из оборота.
В трубопроводных соединениях чаще применяется трубная цилиндрическая или коническая нарезка. Цилиндрический тип носит обозначение «G», буквы «R» и «К» говорят о наличии конической резьбы. Характеристики метрической накатки регламентированы в ГОСТ 8724-81, метрическая коническая нормирована в ГОСТ 25229-82, в отношении конической дюймовой резьбы действует ГОСТ 6357-81.
Определение шага трубной резьбы
На бытовом уровне определение типа и шага трубной резьбы производиться обыкновенной измерительной линейкой или более точным прибором – штангенциркулем. Профессиональные сантехники для замера расстояния между витками используют слесарный инструмент – резьбомер.
В домашних условиях для замера шага необходимо взять заготовку и сделать оттиск на листе бумаги. Зная, что расстояние между витками равно одному дюйму, подсчитать число витков. Величина шага резьбы подсчитывается путем деления количества витков на расстояние между ними.
Дюймовая показывает количество ниток спирали в одном дюйме. Понятно, что при таком «народном» способе измерения основного показателя резьбового профиля – шага, трудно добиться точного результата и вычисленное расстояние будет условной технической характеристикой изделия.

Трубная резьба и обороты.
Трубная цилиндрическая резьба
- Единица измерений параметров — дюйм.
- Направление будет левым.
- Класс точности: Класс А в этом случае повышен, а класс В средний.
Почему измерение происходит в дюймах
Дюймовые размеры пришли к нам от западных производителей, так как требования действующего на постсоветском пространстве ГОСТа сформулированы на базе особой резьбы BSW (British Standart Whitworth либо резьба Витворта). Инженер-конструктор Джозеф Фитворт (1803−1887 год) изобрёл в далёком 1841 году и продемонстрировал такой же винтовой профиль для соединений разъёмного типа, и демонстрировал его как совершенно универсальный, надёжный, а также комфортный для использования.
Такой тип осуществления резьбы применяется как в простых трубах, так и в их элементах и соединениях: контргайках, муфтах, угольниках, тройниках.
В сечении профиля можно увидеть равнобедренный треугольник с общим углом в 55 градусов и закруглениями на вершинах и в самих впадинах контура, которые используются для более высокого герметичного соединения.
Нарезка резьбовых соединений должна осуществляться на размере до 6. Все трубы создаются крупными, для особой надёжности и предотвращения процесса разрыва трубы в соединениях стоит фиксировать дополнительной сваркой.
Условные обозначения в стандарте.
- Международная: G.
- Япония: PF.
- Англия: BSPP.
Указания буквы G, а также диаметр отверстия в проходе будут указываться в виде дюймов. Наружный диаметр непосредственно резьбы в обозначении найти нельзя.
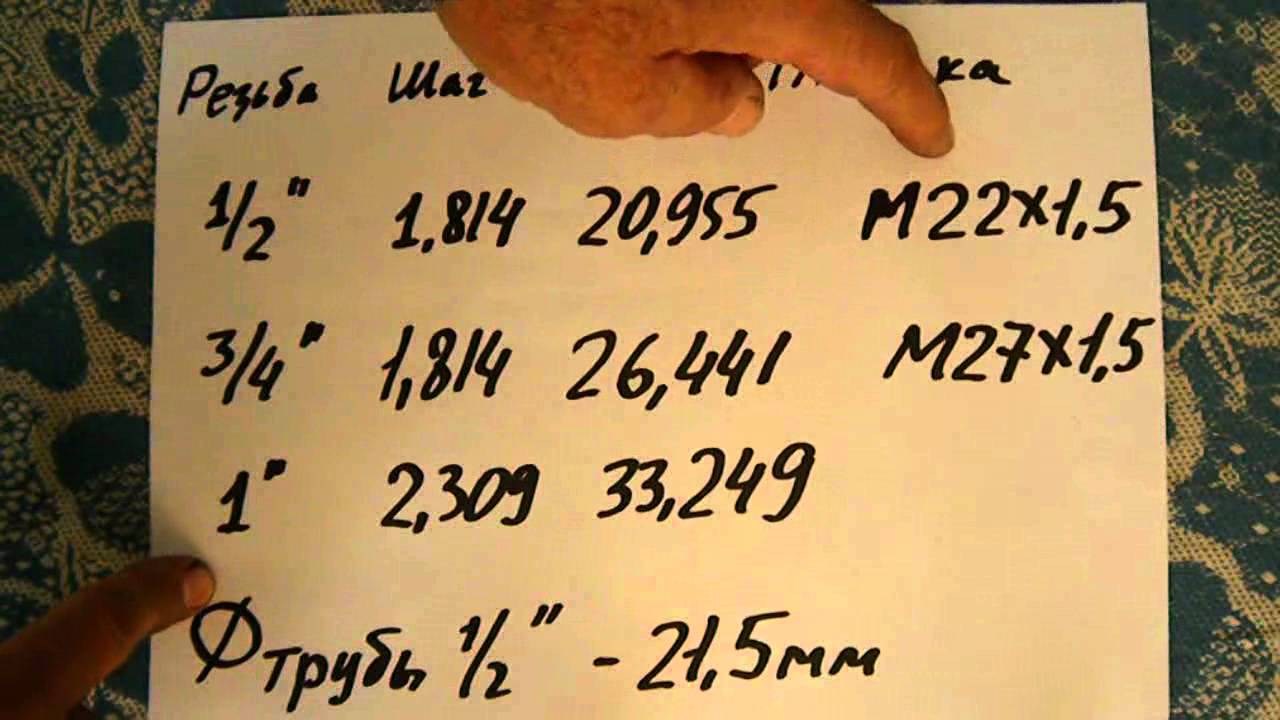
Размеры резьбы трубной дюймовой
G ½ — трубы в виде цилиндра наружного типа, внутренний диаметр отверстия равен ½. Наружный диаметр у такой трубы будет равняться 20,995 мм, число шагов по длине — 25,4 мм, что значит около 14 шагов.
Например:
- G ½ -В— резьба трубная цилиндрическая, внутренний диаметр отверстия ½ дюйма, класс точности трубы совпадает с отметкой В.
- G1 ½ LH-B— труба цилиндрического типа, внутренний диаметр отверстия доходит до ½, класс точности В, левая.
Для внутренней цилиндрической трубы стоит использовать отверстие, которое будет полностью соответствовать параметрам.
Как быстро найти шаг в трубе
Можно рассмотреть дополнительные фотографии с англоязычных сайтов, которые смогут наглядно продемонстрировать методику использования и построения конструкции. Трубочная резьба характеризуется в большинстве случаев не общим размером между вершинами профиля, а числом общих витков на 1 дюйм вдоль всей оси поверхности. При помощи простой рулетки, а также линейки прикладываем, отмеряем один дюйм (25,4 мм) и визуально высчитываем количество шагов.
Будет намного проще, если в вашем ящике с инструментами будет находиться резьбомер для дюймового отмера. Таким прибором довольно просто проводить все измерения, но стоит помнить о том, что резьба может различаться углами вершин — 55 и 60 градусов.
Коническая трубная резьба ГОСТ 6211081
Единица измерения всех параметров в этом случае — дюйм.
Форма такой трубы будет соответствовать профилю трубной цилиндрической вырезки с общим углом в 55 градусов Цельсия.
Главные обозначения:
- Международная — R
- Япония — PT.
- Великобритания BSPT.
Для этого стоит указывать букву R и общий номинальный диаметр Dy. Обозначение в виде буквы характеризует наружный тип резьбы, Rc внутренний, а Rp — внутренний цилиндрический. По такому же аналогу с цилиндрической трубой для левой резьбы стоит применять LH.
Примеры:
R1 ½ -это наружная труба конической вырезки, номинальный диаметр которой равен Dy ½ дюйма.
R1 ½ LH — это наружная коническая труба, номинальный диаметр которой Dy будет равняться ½ дюйма.
- Дюймовая вырезка конической формы по ГОСТу 6111−52.
- Единица измерения в этом случае — также дюйм.
- Происходит его изготовление на поверхности с конусностью 1:16.
Обладает общим углом профиля около 60 градусов. Используется в изготовлении трубопроводов (водяных, воздушных, а также топливных) машин и станков с невысоким давлением при работе. Применение такого вида соединений включает в себя особую герметичность и стопорение резьбы без воздействия дополнительных подручных средств (льняных нитей, а также пряжи с суриком).
Главные обозначения
Первой в названии имеется буква К, а после идёт слово ГОСТ.
Пример: К: ½ ГОСТ 6111–52 .
Расшифровывается такая надпись так: резьба коническая дюймовая с наружным, а также внутренним диаметром в основной плоскости, примерно равной наружному либо внутреннему разъёму трубы цилиндрического типа G ½.
Метрически конический тип вырезки. По ГОСт у 25229 -82.
Единицей измерения в этот раз выступает мм.
Процесс создания трубы происходит на поверхностях с общей конусностью в 1:16.
Применяется во время соединения трубопроводов. Угол в самой вершине витка будет доходить до 60. Главная плоскость смещена, если смотреть на торец.
Типы трубной резьбы и их характеристика
Существующие нормативные документы допускают применение следующих типов резьбы:
- цилиндрическая;
- коническая;
- дюймовая.
Первый тип — спиральная нарезка, образованная треугольным сечением с углом при вершине 55 градусов.

Второй тип — это нарезка аналогична предыдущей на скошенном участке трубы равной 1/16.
Третий тип — это резьба профиль которой, это сечение, в форме равнобедренного треугольника с углом при вершине в 55 градусов.

В некоторых странах, например в США или Канаде угол при вершине равен 60 градусам. Справедливости ради, надо отметить, что последний тип резьбы постепенно уходит из оборота.
В трубопроводных соединениях чаще применяется трубная цилиндрическая или коническая нарезка. Цилиндрический тип носит обозначение «G», буквы «R» и «К» говорят о наличии конической резьбы. Характеристики метрической накатки регламентированы в ГОСТ 8724-81, метрическая коническая нормирована в ГОСТ 25229-82, в отношении конической дюймовой резьбы действует ГОСТ 6357-81.

Клупы для нарезки резьбы Rems от http://евроинструмент.рф/
Определение шага
Для установления резьбы, и ее шага используют мерительный инструмент под названием резьбомер. Допустимо использование металлической линейки или штангенинструмента, в этом случае штангенциркуля. Есть и «народный» метод измерения шага. Но его желательно использовать только тогда, когда тогда под руками не специального мерительного инструмента.
Для реализации «народного» способа необходимо конец трубы прокатить по листу бумаги и подсчитать количество оттисков на расстоянии в один дюйм в результате будет получено количество витков. Для измерения с использованием резьбомера потребуется перебрать несколько шаблонов и тот, который не оставляет просвета между телом трубы и образцом, и будет искомый размер. На шаблоне выгравировано наименование резьбы.
Дюймовая резьба, ручной и механический способ ее нарезки
Трубная и метрическая резьба нарезаются либо на внешней, либо на внутренней поверхности ручным или механическим способом. Рассмотрим каждый из них.
Для ручного способа нарезки вам понадобятся такие инструменты как плашка (для наружной) и метчик (для внутренней).
Чтобы выполнить нарезку резьбы вручную правильно, придерживайтесь следующей инструкции, исходя из вашего типа резьбы:
- Зафиксируйте трубу в тисках, при этом метчик нужно вставить в вороток, а в плашкодержатель плашку.
- Оденьте плашку на трубу, а метчик вставьте в нее.
- Вращая рукоять плашкодержателя или воротка, навинчивайте или ввинчивайте плашку или метчик на трубу.
- При необходимости, повторите процедуру несколько раз.
Чтобы сделать механическую нарезку, выполните следующие действия:
- Зажмите трубу в патроне станка, разместив резьбовой рубец в его суппорт.
- Включите станок и делайте фаску.
- Настройте скорость перемещения суппорта.
- Подведите к поверхности резец и включите резьбовую подачу.
ДОПУСКИ
3.1. Осевое смещение основной плоскости D1l2 наружной и D2l2 внутренней резьб (черт. ) относительно номинального расположения не должно превышать значений, указанных в табл. .
Смещение основной плоскости является суммарным, включающим отклонения среднего диаметра, шага, угла наклона боковой стороны профиля и угла конуса.
3.2. Предельные отклонения среднего диаметра внутренней цилиндрической резьбы должны соответствовать указанным в табл. .
Примечание. В основной плоскости средний диаметр имеет номинальное значение.
Таблица 3
Размеры в мм
|
Смещение основной плоскости резьбы |
Предельные отклонения диаметра D2 внутренней цилиндрической резьбы |
||
|
±D1l2 |
±D2l2 |
||
|
1/16 |
0,9 |
1,1 |
±0,071 |
|
1/8 |
|||
|
1/4 |
1,3 |
1,7 |
±0,104 |
|
3/8 |
|||
|
1/2 |
1,8 |
2,3 |
±0,142 |
|
3/4 |
|||
|
1 |
2,3 |
2,9 |
±0,180 |
|
11/4 |
|||
|
11/2 |
|||
|
2 |
|||
|
21/2 |
3,5 |
3,5 |
±0,217 |
|
3 |
|||
|
31/2 |
|||
|
4 |
|||
|
5 |
|||
|
6 |
Примечание. Предельные отклонения ±D1l2 и ±D2l2 не распространяются на резьбы с длинами, меньшими указанных в табл. .
3.3. Допускается соединение наружной конической резьбы с внутренней цилиндрической резьбой класса точности А по ГОСТ 6357-81.
3.4. Рекомендуемые предельные отклонения отдельных параметров резьбы приведены в справочном приложении.
Выполнение трубной резьбы
Методы выполнения резьбы для труб зависят от доступного оборудования, серийности производства и необходимой точности. Так, накатка применяется в основном при выпуске больших серий изделий, поскольку гарантирует высокую производительность, и низкую себестоимость операции.

Способы нарезки резьбы
- Нарезка на токарно-винторезном станке характеризуется высокой точностью и весьма низкой производительностью. Применяется в индивидуальном и мелкосерийном производстве.
- Нарезка плашками и метчиками обладает также невысокой производительностью и осуществляется, как правило, в несколько проходов разным по степени точности инструментом.
- Накатка – это основной промышленный способ, формирование профиля происходит не за счет снятия стружки, а в результате пластической деформации металла накатными плашками. Высокая производительность обеспечивается за счет автоматизации операции снятия и постановки детали на станок.
- Фрезерование резьбы выполняется на специализированных резьбофрезерных станках.
- Литье. Прогрессивные методы литья — литье под высоким давлением и порошковая металлургия — позволяют получать точный и прочный резьбовой профиль прямо на отливке, без последующей механической обработки
НАРЕЗАНИЕ ДЮЙМОВЫХ ТРУБНЫХ РЕЗЬБ
В условиях стройки и ремонта доступен, как правило, только ручной способ выполнения.
Трубная цилиндрическая резьба: сферы применения и маркировка
Для стыковки металлических труб при сборке трубопровода можно использовать два основных способа: сварка труб, которая выполняется при наличии специальной аппаратуры и определенных навыков, и резьбовое соединение. Для резьбового соединения на трубу наносится трубная цилиндрическая резьба, позволяющая достичь при сборке трубопровода максимального уровня герметичности. Что собой представляет цилиндрическая резьба, как она наносится и обозначается, читайте далее.

Как нарезать ТРУБНУЮ резьбу на станке 1К62.
Цилиндрическая резьба на трубе
Размеры и обозначение резьбы
Трубная резьба цилиндрическая преимущественно применяется при сборке бытовых и промышленных трубопроводов разного назначения: водопровода, газопровода, отопительной системы и так далее.
Размеры резьбы
Цилиндрическая резьба наносится в соответствии с ГОСТ 6357-81 и имеет следующие характеристики:
- профиль резьбы представляет собой равнобедренный треугольник, угол вершины которого составляет 55º. Для возможности обустройства максимальной герметизации концы и впадины профиля слегка закруглены;
Чертеж профиля цилиндрической резьбы
- резьба может иметь диаметр от 1/16 до 6 дюймов. Наиболее востребованными размерами при изготовлении бытовых систем водоснабжения и газоснабжения является 1″ и 1 ½». В зависимости от основного диаметра регламентируются и такие параметры, как:
- внутренний диаметр;
- внешний диаметр;
- высота профиля;
- шаг резьбы;
- число витков на 1 дюйм;
Таблица соотношения основного и дополнительных параметров
- длина свинчивания резьбы может быть нормальной (имеет обозначение N) и длинной (обозначается буквой L). Параметр не имеет четких размеров и может варьироваться в заданных пределах;
Параметры длины свинчивания разных видов
- резьба изготавливается двух классов точности: А и В. для каждого класса установлены индивидуальные допуски отклонений заданных диаметров.
Маркировка
Все основные параметры резьбы указываются на маркировке, которая также наносится в соответствии с ГОСТ 6357 – 81. В маркировке указываются:
- наименование резьбы. Цилиндрическая трубная резьба в соответствии с международными нормами обозначается буквой G;
- условный диаметр (в дюймах);
- вид резьбы. Если нанесенная резьба является левой, то маркировка дополняется буквами LH;
- класс точности резьбы;
- длину свинчивания (в мм), при условии, что резьба изготовлена с длинной длиной (L). Нормальный показатель параметра (N) на маркировке не указывается.
Примеры обозначений цилиндрической резьбы
Способы нанесения резьбы
Нарезка резьбы на трубу в зависимости от размеров, необходимой точности и иных параметров может быть произведена одним из следующих способов:
- резцами, установленными на токарно-винтовых станках. Таким способом можно нанести внешнюю резьбу любого диаметра и внутреннюю резьбу диаметром более 12 мм. Основными преимуществами данного метода является высокая точность изготовления и простота выполнения работы. Однако использование резцов не отличается высокой производительностью и преимущественно используется при выполнении индивидуальных или мелкосерийных заказов;
Процесс нанесения резьбы резцом
Подробнее с процессом нарезки резьбы на токарно-винтовом станке можно ознакомиться на видео.
- нарезание метчиками и плашками. Такой способ преимущественно применяется при выполнении индивидуальных работ в бытовых условиях, например, при создании частной системы отопления жилого дома. Производительность данного метода максимально низкая, но полученная резьба, при правильном выполнении работы, получается максимально точной;
Использование плашек для нанесения резьбы
- накатыванием. Промышленный способ нанесения резьбы, который заключается в деформации обрабатываемой поверхности. Благодаря свойствам резьбонакатных станков получаемая резьба отличается высокой точностью;
Промышленный способ нанесения резьбы
- фрезерованием, производимым на специальных резьбофрезерных станках. Производительность такого способа небольшая, также как и точность полученной резьбы;
Нанесение резьбы резьбофрезерным станком
- шлифованием. Данный способ отличается самой высокой точностью. Для нанесения точной резьбы требуется от 2 – 4 циклов работы, что приводит к нижайшей производительности. Однако изготовить такие детали, как калибр, резьбовой ролик, резьбовая пробка и так далее иными способами невозможно.
Изготовление точной резьбы
Независимо от выбранного метода изготовления, основные параметры трубной цилиндрической резьбы должна соответствовать ГОСТ 6357-81.
Определение шага
Для установления резьбы, и ее шага используют мерительный инструмент под названием резьбомер. Допустимо использование металлической линейки или штангенинструмента, в этом случае штангенциркуля. Есть и «народный» метод измерения шага. Но его желательно использовать только тогда, когда тогда под руками не специального мерительного инструмента.
Для реализации «народного» способа необходимо конец трубы прокатить по листу бумаги и подсчитать количество оттисков на расстоянии в один дюйм в результате будет получено количество витков. Для измерения с использованием резьбомера потребуется перебрать несколько шаблонов и тот, который не оставляет просвета между телом трубы и образцом, и будет искомый размер. На шаблоне выгравировано наименование резьбы.
Типы трубной резьбы и их характеристика
Существующие нормативные документы допускают применение следующих типов резьбы:
- цилиндрическая;
- коническая;
- дюймовая.
Первый тип — спиральная нарезка, образованная треугольным сечением с углом при вершине 55 градусов.

Второй тип — это нарезка аналогична предыдущей на скошенном участке трубы равной 1/16.
Третий тип — это резьба профиль которой, это сечение, в форме равнобедренного треугольника с углом при вершине в 55 градусов.

В некоторых странах, например в США или Канаде угол при вершине равен 60 градусам. Справедливости ради, надо отметить, что последний тип резьбы постепенно уходит из оборота.
В трубопроводных соединениях чаще применяется трубная цилиндрическая или коническая нарезка. Цилиндрический тип носит обозначение «G», буквы «R» и «К» говорят о наличии конической резьбы. Характеристики метрической накатки регламентированы в ГОСТ 8724-81, метрическая коническая нормирована в ГОСТ 25229-82, в отношении конической дюймовой резьбы действует ГОСТ 6357-81.
Цилиндрическое соединение
Стыкуются детали цилиндрических конструкций методом скручивания, что дает высокую прочность соединений при простоте исполнения. Если можно считать недостатком необходимость подмотки (наворачивание промасленной пакли) – то это единственный недостаток такого соединения. Но, с другой стороны, наличие пакли только усиливает место скручивания, и делает его более герметичным.
Но не только трубы соединяют скручиванием: часто бывает, что резьбовые соединения используют на любых деталях, имеющих цилиндрическую форму и тонкие стенки изделия. В разрезе трубная винтовая нарезка похожа на равнобедренный треугольник со значением верхнего угла 550 (не путать с 600 в метрической резьбе). Основная характеристика винтовой цилиндрической нарезки — условный номинальный диаметр dy, который характеризует качество сборки сантехнических узлов, в отличие от наружного и внутреннего диаметра, отражающих соответствие стандартам.
Под термином «условный диаметр» следует подразумевать значение, определяющее пропускную способность трубы в литрах за час. Сам диаметр на чертежах отображается в дюймах, причем каждое условное значение диаметра должно сопровождаться пояснениями к значениям наружного и внутреннего диаметров.
Скручивание часто используют трубопроводы с резьбой и с диаметром ≤ 6 дюймов. Если требования отличны от первоначальных, то изделия соединяют сваркой.
Цилиндрическая нарезка на чертежах обозначается, как трубная резьба g 1 с пояснениями по классу точности и диаметру резьбы.
Для обеспечения бесперебойной работы ГВС и ХВС часто применяют трубы из чугуна или из стали, на теле которых нарезана трубная стальная резьба. Резьба покрывается тонким слоем стали из-за хрупкости чугуна, и такая нарезка усиливает соединение, делая его намного более долговечным и прочным. Допустимо нареза́ть цилиндрические резьбы на трубные конструкции и детали с диаметром в диапазоне 1/16-6 дюймов.
Основные параметры
Нормативным документом, в котором оговариваются требования к размерам цилиндрической дюймовой резьбы, является ГОСТ 6111-52. Как и любая другая, дюймовая резьба характеризуется двумя основными параметрами: шагом и диаметром. Под последним обычно подразумевают:
- наружный диаметр, измеряемый между верхними точками резьбовых гребней, находящихся на противоположных сторонах трубы;
- внутренний диаметр как величину, характеризующую расстояние от одной самой нижней точки впадины между резьбовыми гребнями до другой, также находящихся на противоположных сторонах трубы.

Параметры дюймовой резьбы
Зная наружный и внутренний диаметры дюймовой резьбы, можно легко посчитать высоту ее профиля. Для вычисления данного размера достаточно определить разницу между такими диаметрами.
Второй важный параметр – шаг – характеризует расстояние, на котором друг от друга расположены два соседних гребня или две соседние впадины. На всем участке изделия, на котором выполнена трубная резьба, ее шаг не меняется и имеет одно и то же значение
Если такое важное требование не будет соблюдено, она будет просто нерабочей, к ней нельзя будет подобрать второй элемент создаваемого соединения
ГОСТ 6111-52 Резьба коническая дюймовая с углом профиля 60°







